Tyto výrobky jsou nejrozšířenější. K jejich přednostem patří snadná údržba (nemusejí se natírat), nízká cena i to, že jde o výrobek, který mění svůj tvar pouze vlivem teplotního nebo mechanického namáhání a nikoliv vlivem vlhkosti jako dřevo. Nevýhodou plastových profilů je nízká pevnost a tuhost, proto se otvorové výplně zpevňují různými výztuhami. Obvykle se jedná o ocelové pozinkované profily, může však jít o profily slitinové, popřípadě může být okenní profil vyroben z kompozitních materiálů o vyšší pevnosti nebo z jiných pevnějších materiálů. Někteří výrobci také používají místo vyztužení ocelovým profilem v komoře již výše zmíněný efekt interakce vlepené skleněné výplně do křídla.
Otvorové výplně se zpravidla vyrábějí v továrně z předem vyrobených plastových okenních profilů dodávaných v metráži. Profily se řezáním zkrátí na požadované délky, opatří vnitřními výztuhami a nakonec se svařují do konečného tvaru. Jde o produkt vyráběný z polotovarů a dalších přidaných částí, což ovlivňuje jeho konečné vlastnosti i cenu. Každý výrobce se snaží mít co nejnižší náklady, kupující naopak co nejvyšší kvalitu. Proto je potřeba, aby se objednatel se zhotovitelem dohodl, z čeho a jak budou okna vyrobena. Důležitým údajem je uvedení výrobce, název a označení profilu. Je vhodné smluvené provedení výrobku doložit technickým výkresem charakteristického příčného řezu rámem a křídlem okna, balkonových dveří, vchodových (eventuálně i terasových) dveří v měřítku 1:1, s podrobným okótováním a popisem.
Při výběru profilu se vychází z požadavků na statickou únosnost s ohledem na plánované rozměry oken a dveří a dále z požadavku na tepelněizolační vlastnosti. Tepelněizolační vlastnosti deklaruje zhotovitel uvedením hodnoty součinitele prostupu tepla rámu včetně vyztužení. Rámem se má na mysli celek vytvořený z okenního a křídelního rámu dohromady.
Tento součinitel prostupu tepla se stanovuje buď zkouškou, nebo výpočtem dle ČSN EN ISO 10077-2. Součinitel prostupu tepla rámem se označuje Uf a udává se ve W/(m²∙K).
U plastových oken je nutné zdůraznit jednu podstatnou skutečnost: otvorové výplně musejí plnit souhrn požadovaných funkcí. Do nich nepatří pouze stavebně-fyzikální vlastnosti, ale i statická únosnost. K tomu, aby konkrétní otvorová výplň plnila funkci, k níž je určena, není proto důležitý pouze počet komor profilu, jak se někdy mylně uvádí. Obzvláště u prvků velkých rozměrů (balkonové, terasové a vchodové dveře) je naprosto zásadní velikost a tloušťka nosné výztuhy. K tomu je třeba mít k dispozici dostatečný prostor uvnitř profilu, čehož se dosahuje zvětšením jedné komory. Proto se stává, že pro výrobu velkých otvorových výplní se používá profil s menším počtem komor, do kterého lze takovou masivní výztuhu umístit. Je to vykoupeno poněkud horším součinitelem prostupu tepla rámem Uf [W/(m²∙K)], ale toto zhoršení je kompenzováno požadovanou funkčností. Pro úplnost je nutné dodat, že zmíněný profil musí mít celkovou hloubku alespoň stejnou, jako mají ostatní vícekomorové výrobky toho kterého systému nebo případně větší.
Zajištění tuhosti a pevnosti rámů je nutné věnovat zvýšenou pozornost. Ta se zajistí jednak kvalitním vyztužením, dále také správným svařováním spojů rámů či křídel, případně použitím speciálně navržených a vyrobených profilů.
Výztuhy plastových profilů
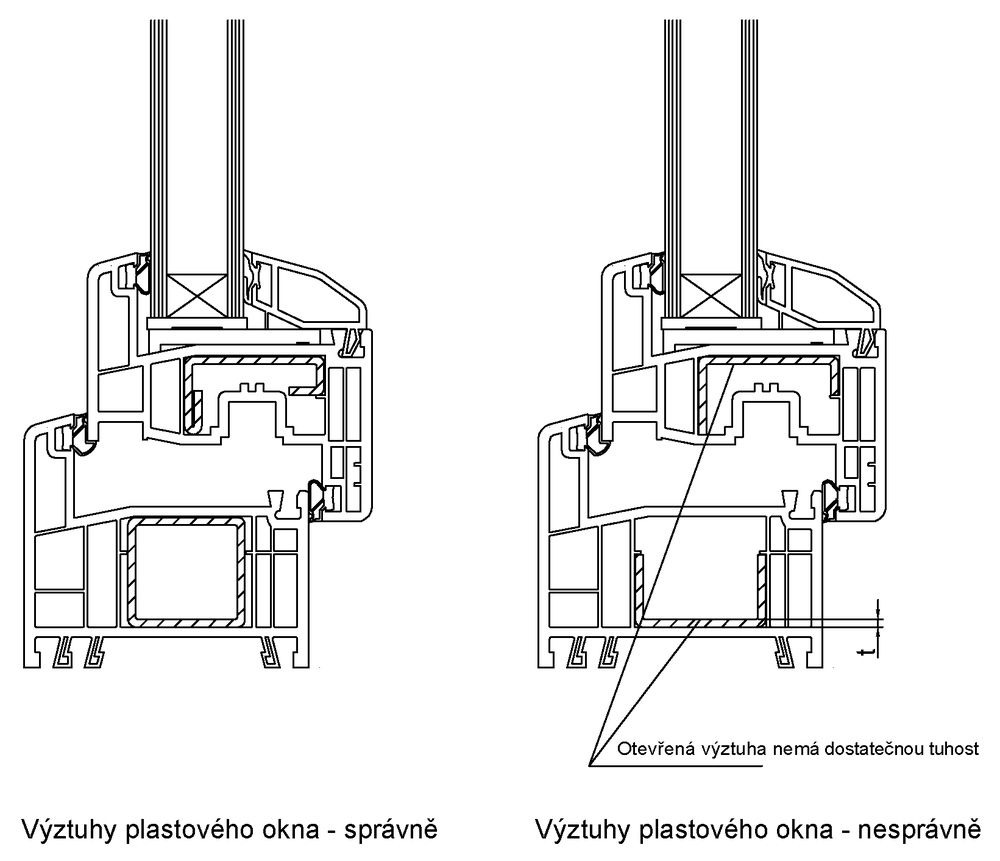
Obr. 7.2.1 Příklady výztuh plastových oken. Řešení vpravo je vhodné pouze pro menší okna do cca 90 × 90 cm
Obvykle se používají ocelové výztuhy. U nich je potřeba určit tvar, polohu, orientaci a tloušťku ocelového profilu. Výztuha může mít otevřený profil tvaru písmene „C“, polozavřený profil (polozavřené „C“) nebo uzavřený profil. Tloušťka ocelové výztuhy bývá dle druhu zatížení (dle velikosti otvorové výplně): 1,5 mm; 1,75 mm; 2,00 mm; 2,50 mm. Tvar a polohu výztuhy vždy určuje výrobce plastových profilů technickým předpisem v závislosti na druhu profilu a rozměrech. Pro stanovení typu výztuhy je důležitý tvar a z toho vyplývající moment setrvačnosti plastového profilu vzhledem k jeho centrálním osám, dále velikost stran vyrobeného prvku. Proto je nutno zásadně postupovat podle výrobního předpisu.
Typ použité výztuhy a její orientace jsou podstatné také pro výběr kotvení. Na obrázku 7.2.1 vpravo je příklad ocelové výztuhy, jejíž tvar a poloha by měly být oproti obrázku při kotvení šrouby přes okenní rám o 180° otočeny. Při kotvení ocelovými kotvami může být poloha správná. Tvar výztuhy tedy nelze stanovit jediným paušálním odkazem nebo jakoukoli improvizací. V případě, kdy je výztuha orientována tak jako na obrázku 7.2.1 vpravo, nebo při pochybnostech je dobře si technický předpis výrobce vyžádat a provést kontrolu.
Velmi důležitá je také kvalita svaření jednotlivých profilů okenních rámů a okenních křídel v rozích. Pro svařování je předepsána konkrétní teplota. Jejím zvýšením se může sledovat zvýšení produkce otvorových výplní, ovšem vede to ke křehkému svaru, který může později prasknout.
Zajištění tuhosti speciální konstrukcí plastového profilu
Někteří výrobci plastových profilů věnují nemalé prostředky do dalšího výzkumu a vývoje v oblasti plastových výrobků. Tak byl poměrně nedávno vyvinut nový materiál koncipovaný jako kompozitum modifikovaných skleněných vláken a plastu.
Kompozitní materiál je hmota vyrobená ze dvou či více materiálů odlišných chemických i mechanických vlastností, které však v celku dávají výrazně lepší kvalitativní parametry než samostatné komponenty. Nejběžněji takovým používaným materiálem ve stavebnictví je železobeton, v případě oken se však jedná o plast a skelná vlákna.
Materiál
Materiál pro plastová okna je obvykle:
- bílý prvoplast,
- recyklát z prvovýroby,
- recyklát z jiných výrobků o stejném chemickém složení (zřídka),
- probarvený profil pod dekorfólie.
Technické vlastnosti recyklovaného plastu jsou prakticky stejné jako u prvoplastu; záleží samozřejmě na mnoha vlivech, například i na tom, byl-li daný plast recyklován vícenásobně. Přirozená barva recyklátu je šedá, může být ovšem přibarven a pak je většinou hnědý či béžový.
Recyklovaný plast se v současnosti používá pro určitý segment bílých oken a pod některé oboustranné fólie s dekorem imitujícím strukturu dřeva. Při výrobě bílých oken a dveří je docíleno stejné kvality, použití recyklátu je přínosem z hlediska ekologického. Jde o využití starých plastových oken a nových profilů, které mají některý nevyhovující parametr (např. větší rozměrovou toleranci). Použití recyklátu lze obvykle vizuálně ověřit při bočním pohledu – vnější profil rámu a drážka kování v křídle mají šedou barvu.
Barevné provedení
Barevné provedení profilu obvykle bývá:
- oboustranně bílé,
- interiér bílý, exteriér barevná nalepená fólie na bílém plastu,
- interiér bílý, exteriér barevná tepelně nalepená fólie na probarveném plastu,
- oboustranně barevná nalepená fólie na bílém plastu,
- interiér bílý, exteriér barevná koextruze (probarveno ve hmotě).
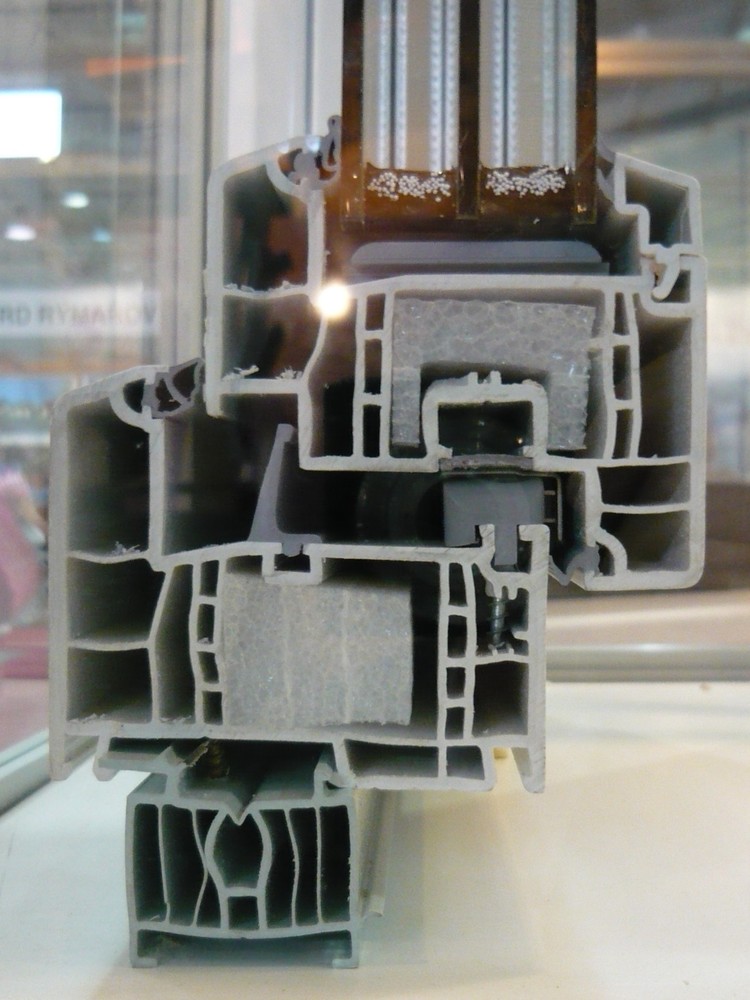 Běžný osazovací profil plastového okna
Běžný osazovací profil plastového okna
Osazovací nebo také podkladní profil umožňuje napojení venkovního a vnitřního parapetu k okennímu rámu. Je často vyroben z recyklovaného plastu (typická šedá barva) či z bílého prvoplastu (méně častý případ). U osazovacího rámu jsou důležité jeho tepelnětechnické vlastnosti, neboť ty mohou určovat povrchovou teplotu okna v interiéru v místě parapetu. Stavební hloubka osazovacího profilu by měla být alespoň 50 mm a měl by mít minimálně pět komor. Kvalitní plastové profily mají často osazovací profil se stejným tepelným prostupem jako ostatní části okna. Tento osazovací rám také může být vyplněn tepelnou izolací (například pěnovým polyuretanem), pak počet komor není rozhodující. Okna je rovněž možné osazovat na speciální osazovací kotvy, ať již ocelové, či z kompozitního materiálu.
Montáže
Postup prací při výměně oken trvá obvykle 5 dnů:
- 1. den: Demontáž původních oken , montáž nových oken
- 2. den: Nalepení polystyrénu na špalety, osazení parapetů, montáž rohovníků, výztužné tkaniny včetně natažení tmelu
- 3. den: Provedení štukové omítky špalet
- 4. den: Vylíčení špalet primalexem, přetmelení parapetu. Tento postup prací na sebe navazuje vzhledem k technologii systému, a proto jej nelze urychlit
Funční spára
Funkční spára je prostor mezi křídlem a rámem otvorové výplně, v němž dochází ke spolupůsobení křídla a rámu. Protože křídlo je zpravidla pohyblivé, dochází při každém otevření okna či dveří k přerušení těsnicí funkce, kterou je po zavření křídla nutné obnovit. Konstrukční řešení, uspořádání a provedení funkční spáry proto podstatnou měrou určuje a ovlivňuje vlastnosti celého výrobku.
Hlavními požadavky, které musí funkční spára otvorové výplně zajistit z pohledu stavební fyziky, jsou:
průvzdušnost,tepelněizolační schopnost,vodotěsnostzvukověizolační schopnost.
specializované odborné firmě.Funkční spára je z tohoto pohledu nejslabším místem celého výrobku, a proto je nutné věnovat jí zvýšenou pozornost a svěřit montáž oken
Podmínky
Montáž musí být prováděna za teplot vyšších než 0 °C. Možná je i montáž při nižších teplotách, avšak je nutné k tomu použít speciální montážní pěnu. Při teplotách pod 0 °C je nutné dbát na to, aby povrch byl nejen zbaven nečistot a prachu, ale též aby na něm nebyla jinovatka či zmrzlá voda. Vhodnost použití pro práce v mrazu s vyznačením hranice použitelnosti je na štítku příslušné kartuše s PUR pěnou. Obvykle je hraničních −5 °C, avšak pokud je mráz celodenní, provádění montáže nelze doporučit.
Poloha otvorové výplně
Polohu otvorové výplně v ostění (hloubku zapuštění vzhledem k fasádě) určí objednatel předáním příslušných výkresů stavebních detailů zhotoviteli, popřípadě zápisem do montážního deníku zhotovitele.
Poloha oken a dveří ve stavebním otvoru se u novostavby zpravidla určí podle příslušné projektové dokumentace. Ta musí řešit osazení okna jako celku, tedy tak, aby byl detail realizovatelný a umožňoval provedení příslušných parotěsných, vodotěsných, tepelně a zvukověizolačních vrstev nejen v místě průběžného okenního rámu, ale i v místech kování a dalších bodových vlivů. Doporučuje se nechat si zpracovat výkres detailů tak, aby osazení splňovalo po celém obvodu všechny požadavky na něj kladené. Zejména je potřeba upozornit na velmi problematické řešení u parapetů. Není-li výkres k dispozici, umísťuje se výplň do prostoru tepelné izolace, která je součástí systémových zdicích materiálů.
Způsob osazení
Rámy oken a dveří bez křídel se usadí podle výše uvedených zásad do stavebního otvoru, rám okna či dveří musí být pravoúhlý (tolerance je nepřípustná) a v této poloze musí být po dobu montáže zafixován.
Kotvení



Obr. 10.5.2 Kotvicí hmoždinky v pozinkovaném pouzdře (vlevo) a turbošrouby (vpravo)
Obr. 10.5.1 Běžně používané kotvy s ušlechtilým povrchem dobře umožňují vyrovnávání dilatačních pohybů rámu okna
Kotvení rámů se provádí ocelovými kotvami s ušlechtilým (pozinkovaným) povrchem (obrázek 10.5.1), hmoždinkami s kovovým nebo plastovým pouzdrem (obrázek 10.5.2 vlevo) s hloubkou ukotvení minimálně 40 mm do nosné části ostění, turbošrouby (obrázek 10.5.2 vpravo) s hloubkou ukotvení minimálně 50 mm do nosné části ostění nebo kompozitními či nerezovými kotvami, případně speciálními systémovými kotvami pro kotvení mimo osu zdiva do roviny tepelné izolace. V případech kotvení mimo rovinu líce zdiva je obvykle vhodné provést individuální návrh způsobu kotvení.
Většinou zhotovitelů jsou oblíbeny turbošrouby jako univerzální kotvicí prostředek, který je použit za všech okolností. Je pravda, že univerzálnost tohoto prostředku je značná. Ale vždy musí být splněny nutné předpoklady. K těm patří například to, že materiál zdiva je nedrolivý, pevný, málo pórovitý. Dále je nutné, aby hlava turbošroubu po dotažení předepsaným krouticím momentem nepůsobila lokální deformaci plastového rámu, když je použita výztuha profilu, která je směrem k hlavě kotvy otevřená.
Turbošrouby jsou dnes zřejmě nejpoužívanější prostředek kotvení. Jejich výhody plynoucí z celkové jednoduchosti a rychlosti montáže jsou nepopiratelné. Mezi jejich nevýhody však patří:
skutečnost, že samy o sobě neumožní pohyb dilatačních celků. Oblíbeným argumentem proti tomu je, že se nedotahují úplně, ale pouze lehce – nemůže tedy dojít k jevu vtlačení. Pokud nedojde k úplnému a těsnému kontaktu hlavy turbošroubu a rámu, hrozí nebezpečí průniku vlhkosti do vnitřku rámu. To je samozřejmě nepřípustné. Tento způsob tzv. polotuhé montáže klade velké nároky na technologickou kázeň montérů. Bohužel, ta bývá na našich stavbách častým problémem, proto je toto kotvení dle názoru autorů textu poměrně rizikové;
mnoho firem používá jediný turbošroub pro množství různých podkladů. Na trhu je široký sortiment těchto spojovacích prostředků, a tak je vždy nutné volit ten, který je určen pro konkrétní podklad. Jinak může dojít k lokální destrukci zdiva a kotva neplní svou funkci;
lze se setkat též s kotvením, kdy se hlava turbošroubu zapouští až do dna výztuhy umístěné tak, jak je znázorněno na levém obrázku 7.0.1 v kapitole Otvorové výplně z plastu. Otvor v rámu, kterým se hlava turbošroubu zapouští do vnitřku profilu, se posléze utěsní krytkou. Zde se – obdobně jako u první odrážky této poznámky – klade vysoký nárok na technologickou kázeň, jinak opět hrozí průnik vlhkosti do vnitřku rámu. Opět se tedy jedná o určité riziko dodržení potřebné kvality provedení.
Kotvení obecně musí být provedeno tak, aby s ohledem na materiál stěny bylo trvalé, umožňovalo dilatační pohyby a zároveň nedovolovalo nepřípustné pohyby otvorové výplně vůči stěně. V případě, že konstrukce stěny bude z materiálu, který neumožňuje kotvení, provede se konstrukce, která otvorovou výplň ukotví k jiné konstrukci. Kotvení musí řešit zhotovitel projektu pro provedení stavby a určení způsobu by mělo být součástí smlouvy o díle.
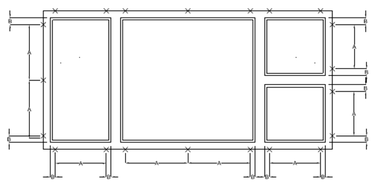
Obr. 10.5.3 Kotvení rámů: A – vzdálenost kotvicích prvků; B – vzdálenost kotvy od vnitřního rohu rámu nebo sloupku
Zásady kotvení jsou uvedeny v technickonormalizační informaci TNI 74 6077:2011. Otvorové výplně se zásadně kotví po celém obvodu. Občasná argumentace některých firem, že „rám podrží pěna“, je naprosto chybná. Pěna tvoří pouze výplň, v žádném případě nejde o nosný konstrukční materiál. Počet kotev je minimálně 2 ks/bm rámu. První kotva se umísťuje nejdále 250 mm od vnitřního rohu rámu a pokračuje se po vzdálenostech max. 700 mm, u dřeva 800 mm. Kotvy musejí být rozmístěny symetricky, přitom je potřeba dbát, aby skutečně rám fixovaly a nesly. Zásady správného kotvení jsou na obrázku 10.5.3.
Orientačně dle TNI 74 6077:2011 platí:
A = max. 700 mm pro okna plastová; 800 mm pro okna kovová a dřevěná;
B = cca 150 mm pro bílý plast, dřevo a kov; cca 250 mm pro barevný plast.
Přesné schéma kotvení rámů má určit po dohodě s projektantem montážní firma a jako součást této smlouvy předá orientační náčrt kotvení oken, kde vyznačí minimální a maximální hranice polohy jednotlivých kotvicích prvků. Dále montážní firma musí předat přesný výkres kotvení.
Zhotovitel montáže pak musí zajistit dodržení únosnosti jednotlivých prvků stanovených ve smlouvě. Pokud se během realizace zjistí, že kotvení nemá požadovanou únosnost, musí dojít k přepracování schématu kotvení dle aktuální situace.
Decorum spol. s.r.o.
V tůních 1357/11
120 00 - Praha 2
IČ: 26421259
DIČ: CZ26421259
Spisová značka: C 80912 vedená u Městského soudu v Praze
Mobil: +420 602 335 447
Email: mrazek@decorum.cz
ID datové schránky: 5q472j